

| 일 | 월 | 화 | 수 | 목 | 금 | 토 |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 |
| 28 | 29 | 30 |
- 용접비드
- ProfessionalEngineerWelding
- 용접이론
- 용접기능사
- 용접입열량
- 한국어능력시험
- 용접기술사기출문제
- 용접공정
- 열영향부
- Topik1
- 용접사용률
- 용접실기시험
- 용접실기준비물
- 한국어공부
- TOPIK
- 용접기술사
- 용접계산문제
- NADAYWELDINGLAB
- 비파괴검사
- 용접기능사계산문제
- 조선소용접
- 용접기능사필기
- 용접기능사필기계산문제
- 용접기술사필기
- 용접기능사cbt
- TOPIK읽기
- 용접기능사기출
- 용접결함
- CBT기출
- 나데이용접연구소
- Today
- Total
나데이 용접 연구소
용접재료 소요량 산출방법 본문
용접재료 소요량 산출방법 완벽 정리 (계산식·용착효율·Fillet/맞대기·실무 적용)
목차
용접재료 소요량 산출은 단순히 “와이어가 몇 kg 들어간다”를 계산하는 작업이 아니다.
이 계산은 공사비 산정, 생산계획, 자재관리, 용접공정 설계의 기준이 되며,
특히 조선·플랜트와 같이 대형 구조물을 제작하는 산업에서는 원가와 납기를 직접 좌우하는 핵심 기술이다.
용접 길이가 수천 m, 수만 m가 되는 구조물에서는 작은 오차도 전체 자재 발주량에 큰 영향을 준다.
즉, 용접재료 소요량 계산이 부정확하면 자재 부족으로 공정이 지연되거나,
반대로 과다 발주로 인해 불필요한 재고와 원가 상승이 발생할 수 있다.
👉 소요량 계산 오차 = 비용 손실 + 공정 지연
따라서 용접재료 소요량 산출은 단면적, 용접길이, 비중, 용착효율을 정확히 이해하고,
여기에 현장 손실률과 작업 조건까지 반영하여 판단해야 하는 실무형 계산 기술이다.
용접재료 소요량 산출이 왜 중요한가?
용접재료 소요량 산출은 다음과 같은 이유로 반드시 필요하다.
✔ 공사비 산정 : 용접재료는 직접재료비에 포함되므로, 소요량 계산은 원가 산정의 기본이 된다.
✔ 생산계획 수립 : 각 블록 또는 구조물별 필요 자재량을 미리 예측해야 생산 일정 관리가 가능하다.
✔ 자재관리 : 와이어, 용접봉, 플럭스 등의 발주량과 재고량을 합리적으로 관리할 수 있다.
✔ 공정 설계 : 용접법 선택, 개선 형상 결정, 자동화 적용 여부를 판단할 때 필요한 기초 자료가 된다.
특히 조선 및 플랜트 구조물에서는
용접길이 × 단면적 × 용착효율의 개념을 정확히 이해하는 것이 매우 중요하다.
왜냐하면 실제 사용 재료량은 단순 용접부 체적만으로 결정되지 않고,
용접법별 용착효율과 현장 손실까지 함께 고려되어야 하기 때문이다.
기본 계산 원리

| 항목 | 의미 | 설명 |
|---|---|---|
| A | 개선부 단면적 | 개선 형상에 의해 형성되는 기본 용접 단면적 |
| B | 덧살 단면적 | 보통 개선면적의 약 20% 전후로 가산 |
| L | 용접길이 | 실제 시공되는 전체 용접 길이 |
| ρ | 금속 비중 | 연강 기준 약 7.85 g/cm³ |
| η | 용착효율 | 구매한 재료가 실제 용접금속으로 남는 비율 |
여기서 가장 중요한 점은 용착금속 ≠ 사용 재료량 같지 않다는 것이다.
용접재료는 스패터, 슬래그, stub loss, 송급 손실, 아크 불안정 등으로 인해 일부 손실되므로,
실제 산출에서는 반드시 용착효율(η)을 반영해야 한다.
용착효율 기준
| 용접법 | 용착효율 | 특징 |
|---|---|---|
| SAW | 약 99% | 자동화에 유리하며 효율이 가장 높음 |
| GMAW (혼합가스) | 약 96~98% | 와이어 손실이 적고 생산성이 높음 |
| CO₂ 용접 | 약 93% | 실무 적용이 많고 경제성이 좋음 |
| FCAW - G | 약 85% | 슬래그 발생으로 손실이 존재함 |
| FCAW - S | 약 82% | 가스 불필요하지만 효율은 다소 낮음 |
| SMAW | 약 55% | 피복 손실과 stub loss로 효율이 낮음 |
👉 해석 포인트는 분명하다.
효율이 낮을수록 동일한 용착금속을 만들기 위해 더 많은 재료가 필요하다.
즉, 용착효율이 낮다 = 재료 소모 증가 = 원가 상승이다.
또한 일반적으로 자동용접이나 와이어 연속송급 공정은 생산성과 효율이 높고,
수동용접은 상대적으로 손실이 크다.
따라서,
👉 “용착효율 낮다 = 원가 상승”
👉 “자동용접일수록 효율 높다”
👉 “ SMAW는 손실이 크다”
Fillet 용접 소요량
플럭스코어드 와이어 기준 Fillet 용접의 소요량은 다음과 같이 간략 계산할 수 있다.

이 값은 업로드 자료의 표와도 일치하며,
현장에서 필릿 용접 재료량을 빠르게 계산할 때 가장 자주 사용하는 실무 공식 중 하나이다.
이 식은 매우 편리한 실무 식이지만, 실제 적용 시에는 각장 불균일, 과다 덧살, 자세 변화, 작업자 숙련도 등에 따라 실제 소요량이 증가할 수 있다.
필릿 용접은 조선소와 철골 구조물에서 적용 빈도가 높기 때문에,
각장에 따른 kg/m 환산값을 빠르게 계산하는 능력이 실무와 시험 모두에서 중요하다.
맞대기 용접 소요량
맞대기 용접은 개선 형상에 따라 소요량이 크게 달라지므로,
필릿보다 더 정확한 단면 계산이 필요하다.
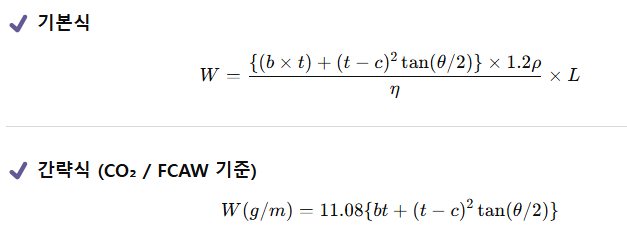
| 기호 | 의미 | 설명 |
|---|---|---|
| b | 루트간격 | 간격이 클수록 용착량 증가 |
| t | 판 두께 | 두께 증가 시 소요량 급증 |
| c | 루트페이스 | 남겨진 루트부 높이 |
| θ | 개선각 | 각도가 클수록 개선부 면적 증가 |
맞대기 용접에서 특히 중요한 점은 다음과 같다.
✔ 개선각 증가 → 용착량 증가
✔ 루트간격 증가 → 용착량 증가
✔ 두께 증가 → 소요량 급격히 증가
✔ 루트페이스 변화 → 단면 형상과 용착량에 영향
따라서 맞대기 용접은 단순한 길이 계산이 아니라,
기하학적 단면 계산 문제로 접근해야 한다.
이 부분은 기술사 시험에서도 계산형 문제로 출제될 가능성이 높다.
소요량 산출 시 주의사항
이론 계산값과 실제 사용량이 달라지는 이유는 현장 변수 때문이다.
✔ 루트간격 영향 : 간격이 커지면 용착량이 증가한다.
✔ 개선각 영향 : 각도가 커질수록 단면적이 증가한다.
✔ 덧살량 영향 : 과도한 reinforcement는 직접적인 재료 증가 요인이다.
✔ 용착효율 영향 : 용접법에 따라 손실량 차이가 크다.
✔ 작업자 숙련도 영향 : 아크 유지, 비드 형상, 스패터 제어 능력에 따라 차이가 난다.
✔ 용접자세 영향 : 수평, 입상, 상진, 오버헤드 자세는 소요량과 효율에 영향을 준다.
즉, 계산값은 어디까지나 이론상 최소 필요량이며,
실제 시공에서는 항상 일정 수준 이상의 증가를 예상해야 한다.
Loss율 적용과 발주량 결정
현장에서 최종 발주량을 결정할 때는 이론 계산값만으로는 부족하다.
실제로는 손실률, 재작업률, 작업환경, 숙련도 등을 고려하여 Loss율을 추가한다.
| 공정 구분 | 일반 Loss율 | 비고 |
|---|---|---|
| 자동용접 | 약 5~10% | 공정 안정 시 비교적 낮음 |
| 반자동용접 | 약 10~15% | 자세와 작업자 영향 큼 |
| 수동용접(SMAW) | 약 15~25% | 피복 손실, stub loss 큼 |
따라서 실무에서는 다음과 같이 적용한다.
최종 발주량 = 계산량 × (1 + Loss율)
이 식은 단순하지만 매우 중요하다.
왜냐하면 발주량은 곧 재고관리, 구매비용, 작업중단 리스크와 연결되기 때문이다.
현장 적용 방식
조선소 기준 현장 적용 방식은 대체로 다음 순서로 진행된다.
1️⃣ 블록 또는 부재별 용접길이 산출
2️⃣ 용접 종류 구분 (Fillet / Groove)
3️⃣ 해당 공정의 kg/m 표 또는 계산식 적용
4️⃣ 총 소요량 계산
5️⃣ Loss율 적용
6️⃣ 발주량 결정
주의 : 조선업에서 블록 톤(ton) 수를 가지고 계산을 하는 경우가 있는데
이경우 오류를 범할 수 있다. 도면상의 용접길이를 먼저 정리한 뒤,
용접법별 kg/m 기준표를 적용하고, 여기에 약 10~20%의 Loss율을 더하여 구매량을 결정하는 방식이 일반적이다.
- 도면 길이 산출이 먼저다.
- 다음은 이음 형식과 개선 형상 구분이다.
- 마지막으로 용착효율과 Loss율을 반영해 발주량을 확정한다.
- 용착금속 중량과 실제 재료 소요량의 차이 이해
- 용착효율이 낮을수록 재료 소요량이 증가함
- SAW, GMAW, CO₂, FCAW, SMAW의 효율 비교 암기
- Fillet 용접 공식 W(g/m)=5.54l² 암기
- 맞대기 용접은 기하학적 단면 계산이라는 점 정리
- 개선각, 루트간격, 판두께가 용착량 증가 요인이라는 점 정리
- 최종 발주량 계산 시 Loss율을 반드시 추가해야 함
현장 관리 포인트
현장에서는 단순 계산보다 관리가 더 중요할 때가 많다.
같은 계산식이라도 작업 방식이 다르면 실제 사용량은 달라질 수 있기 때문이다.
✔ WPS 기준으로 개선 형상과 비드 크기를 관리해야 한다.
✔ 과다 덧살을 방지해야 재료 낭비를 줄일 수 있다.
✔ 자동화 가능한 공정은 자동화를 적용하여 효율을 높인다.
✔ 작업자 교육을 통해 스패터, 과용착, 재작업을 줄여야 한다.
✔ 도면 길이와 실제 시공 길이 차이를 주기적으로 검증해야 한다.
결국 현장 관리의 핵심은 명확하다.
품질 관리가 곧 재료비 절감으로 연결된다.
용접재료 소요량은 개선단면적 × 용접길이 × 비중 ÷ 용착효율로 산출하며,
실제 발주량은 여기에 현장 Loss율까지 반영하여 결정해야 한다.
아래 영상으로 핵심만 빠르게 확인해보세요.
듣기 쉽게 정리했습니다.
👉 핵심 개념 키워드
→ 용착효율
→ 개선단면적
→ Fillet 소요량
→ 맞대기 소요량
→ 용접길이
→ 덧살 단면적
→ 루트간격
→ 개선각
→ Loss율
#용접재료산출 #용착효율 #개선단면적 #Fillet용접 #맞대기용접 #용접계산 #용접기술사 #조선소용접 #용접원가 #용접이론
'용접_이것이 궁금하다' 카테고리의 다른 글
| 용접 아크(Arc)의 본질과 특성 완벽 정리 (0) | 2026.04.23 |
|---|---|
| 용접 아크 블로우 완벽 정리 – 직류에서 왜 발생할까? (0) | 2026.04.08 |
| FCAW 용접 핵심 정리 (안전·품질·생산) (0) | 2026.04.07 |
| 용접 방법 총정리 (0) | 2026.04.06 |
| 용접 비파괴검사 완벽 정리 – 표면결함부터 내부결함까지 검사법 선택 가이드 (1) | 2026.04.05 |

